



脂噴塗鋁合金(jīn)襯塑(PE-RT)複合管(guǎn)")

一、 電熔焊接工藝基本原理
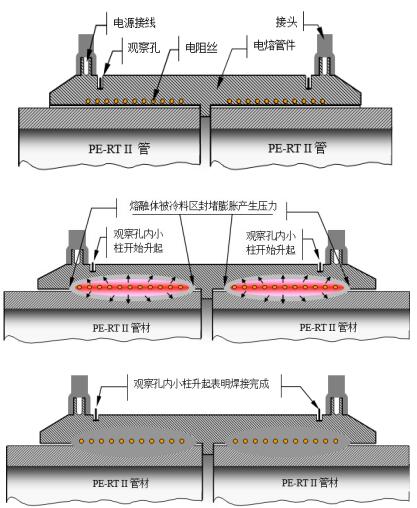
PE-RTII型預製直埋保(bǎo)溫管相(xiàng)對於熱熔對接,電熔連接的(de)工藝過程比較簡單(圖1可以很直觀地看到這個過程),主要包括 以下幾步:
1)檢查待焊部件的規格(gé)是(shì)否正確、機具是否完好;
2)按要(yào)求將管(guǎn)材焊接部(bù)位進行充分的刮皮處理;用筆標計管材管件(jiàn)的安裝位置(或應插(chā)入的深度);
3)按要(yào)求(qiú)安裝好管材、管件,並用合適的夾(jiá)具固(gù)定好;
4)將接線柱與焊機連接;
5)向焊機輸入正確的焊接參數並開始焊接(或用電熔焊機的掃描槍掃描電熔管件上的焊接條形碼);
6)焊接完(wán)成後可以看到觀察孔突出,保持夾具緊固狀態冷卻。
種連接(jiē)方式")
1)PE-RTII型(xíng)電熔連(lián)接時,必須采用陝西興紀龍管(guǎn)道股份有限公司專用電熔焊機(jī)。
2)應采用(yòng)相同(tóng)牌號原材料(liào)生產的管材和管件,如 PE-RT II/XRT70。
3)電熔管件的質量
電熔管件質量(liàng)是核(hé)心,應選擇質量(liàng)合格的(de)管件。一個好的電熔管件,體現(xiàn)在電熱絲分布、電熱(rè)絲螺距的設計、電(diàn)阻的穩定性、布絲工藝、冷區長度、熔區長度等等各個方麵。
4)汙染或氧化、表(biǎo)麵處理
為避免汙染,在將管件裝到管材上之前(qián)盡量不(bú)要打開包裝;如果管件各端是分別焊接(jiē)的,zui好一(yī)次隻打開包(bāo)裝(zhuāng)袋的一端,保留袋子可以(yǐ)避免管件內部汙染。切除表麵氧化皮(pí)時,應達到連接程序(xù)中(zhōng)規定的刮皮(pí)深度,通常焊接表麵刮皮深(shēn)度為0.1- 0.3mm左右,並盡量采用合適的工具連續切削。否則沒(méi)刮皮的位置就容易(yì)焊不好(hǎo)出(chū)現漏水。刮皮處理後的表麵(miàn)切勿手摸。焊接表麵必須幹燥。
5)配合間(jiān)隙、不圓度、插入深度、軸(zhóu)向對中(zhōng)與定位(wèi)
裝配前,應檢查和確認管端切口垂直於管材軸線,並且清除毛刺。裝配時要確保(bǎo)管材裝配到位(wèi),避免空燒,甚至引起著火(huǒ)。控製橢圓度。橢圓度(dù)引起的間隙,單(dān)邊zui大不應超過管材(cái)外徑的2%(另一邊貼緊);或周邊間隙不超過(guò)外(wài)徑的1%。否(fǒu)則(zé)應檢(jiǎn)查部件的尺寸,或采取校圓處理,用機械校直或(huò)複圓或者在端(duān)部熱熔對接一小段直管。焊接大口徑規格電(diàn)熔管件時,一定要對管件進行支撐和固定,否則(zé)管件加熱熔融後會由
於重力作用而下垂,導致上半部(bù)將熔(róng)體都擠壓溢出(chū)了,下半部分間隙太大,熔體壓力不夠。
6)電源
焊機的輸入電壓(yā)必須穩定。如果電源接線超過 50m 就(jiù)必須檢查導線截麵積符合要求;超過 100m 時,zui好使用發電機。如果用發電機作為(wéi)電(diàn)源,應考慮其功率大小(xiǎo)和工作特性,能夠適(shì)合帶動感性負載工作。
7)焊接設備
電熔焊接設備應符合GB/T 20674.2-2006【塑(sù)料管材和管件 聚乙烯係統熔(róng)接設備 第2部(bù)分:電(diàn)熔(róng)連(lián)接】(ISO 12176-2)。其日常(cháng)維護非常重要,應(yīng)定期進行。焊接之前務必確定焊接設備的功率與電熔管件所需(xū)焊接能量的匹配,避免“小馬拉大(dà)車(chē)”,形成假焊/虛焊(hàn)。特別是大口徑的電熔管件(例如>dn200),就要用大(dà)功率的電熔(róng)焊機,反之小口徑規格的電熔管件,隻能用小(xiǎo)功率的電熔焊機(jī),否則就會(huì)“大(dà)馬拉小車”,過熱(rè),導致電熔管件噴(pēn)漿,焊“冒了”,甚至產生危險。特別是在工地上(shàng),經常會有不同規格的電熔管件,焊接不同規格管(guǎn)件時一定要注(zhù)意電(diàn)熔焊機的功率,千萬不能偷懶(lǎn),不能一台(tái)焊(hàn)機打天(tiān)下,不(bú)能同樣的參數焊到(dào)底。
8)焊接(jiē)電壓
焊接時,應確保電熔焊機輸出電壓準確、穩定在 39.5V±0.5V,電熔管件規(guī)格越大,對電(diàn)壓穩定性要(yào)求越高。
9)冷卻過程。
冷卻是(shì)為了接頭達到足夠的強度。在冷卻過程中應保持焊(hàn)接組件(jiàn)處於夾緊同軸狀態。不得采取人為強製冷卻措施。
10)施工環境和(hé)溫度(dù)
電熔焊接的關鍵是能(néng)量的輸入和控(kòng)製,環境溫度發生(shēng)變(biàn)化時,要確保能夠對焊接能量進行調節或者補償。例如改變輸入電(diàn)壓或增減(jiǎn)焊接時間,以適(shì)合極限環境溫度的要求。因此冬季(jì)施工,必須采用能夠識別環境(jìng)溫(wēn)度並自動進行溫度(dù)補償的電(diàn)熔焊機。而且電熔焊機到了工地上,還應放置一段時間,與環境溫度相適應之後在(zài)進行焊接,否則電熔焊機識別不到真實的環境溫度。同時,應避(bì)免強(qiáng)烈的陽光直射造成管材(管件)溫度不均。另外,刮風、揚塵、雨雪天氣均應采取遮護措施以防汙染。焊接較大(dà)口徑的管材時(shí),還要將管材遠端管(guǎn)口封蓋,避免氣流形成“穿堂風(fēng)”。溝內連(lián)接時,接頭周邊至少要有150mm的操作空間,以便於操作,減少汙染可(kě)能。
11)其它注意事項
熔接是一個熟練工種,人員必須持(chí)證上崗,並應戴手(shǒu)套、護目鏡操作。焊接完成(chéng)時,至少要有一個(gè)觀察(chá)孔冒出來。如(rú)果觀察孔變化情況出現異常(cháng),應檢查焊接(jiē)工藝,並對焊接設備和焊接過程進行檢查和排查。
若焊接過程中發生異常中斷,應及時(shí)檢(jiǎn)查和排除異(yì)常。
注:以上資料基(jī)於高密度 PE100 級 PE-RT II 材料,如道(dào)達爾 PE-RT II/XRT70 材料。否則, 相關焊接電壓、焊接時間等工藝不適合,造成焊口失效,危及管道係統安全。
僑")



海地產")
")
